






 307 / 318
307 / 318

307
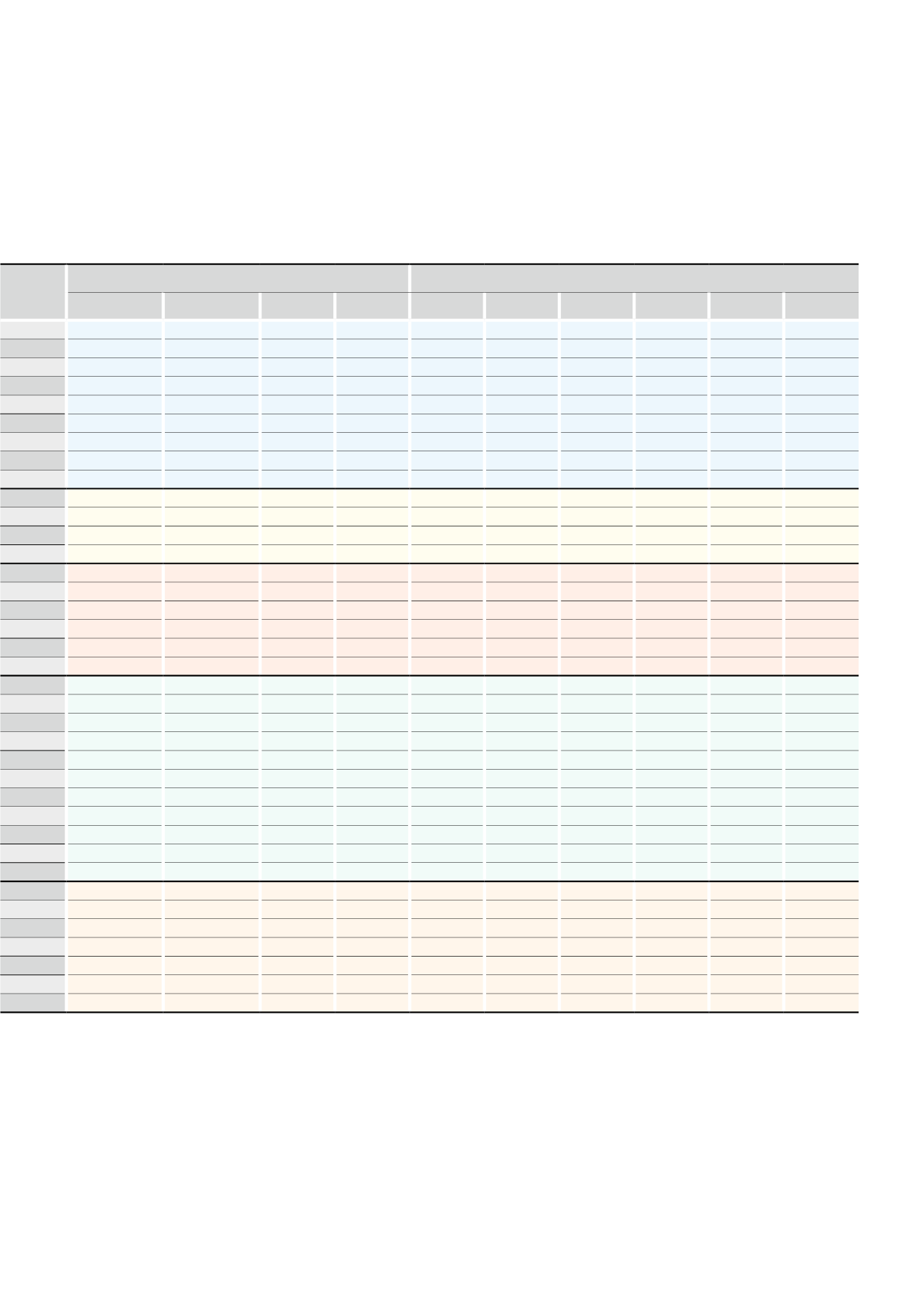
Die angegebenen Schnittwerte sind Richtwerte.
Die für den jeweiligen Bearbeitungsfall optimalen Daten sollten im Versuch oder während der Bearbeitung ermittelt werden.
VOLLBOHREN
| Technischer Anhang
Schnittwert-
empfehlung
Schnittgeschwindigkeit v
c
[m/min]
Vorschub f [mm] bei Bohrerdurchmesser
Innenkühlung
Außenkühlung
MMS
Luft
3
4,5
6,5
9,5
14,0
20
150
135
135
0,09
0,12
0,15
0,19
0,25
0,30
135
115
115
0,11
0,15
0,19
0,24
0,31
0,38
150
130
130
0,11
0,14
0,18
0,23
0,29
0,36
105
90
90
0,09
0,12
0,14
0,18
0,23
0,28
115
100
100
0,10
0,12
0,16
0,20
0,26
0,32
90
85
85
0,08
0,10
0,13
0,17
0,22
0,26
70
55
60
0,06
0,08
0,10
0,14
0,17
0,21
150
130
130
0,11
0,14
0,18
0,23
0,29
0,36
70
55
60
0,06
0,08
0,10
0,14
0,17
0,21
50
50
0,08
0,10
0,13
0,17
0,22
0,26
75
45
45
0,07
0,09
0,11
0,14
0,19
0,23
80
50
50
0,08
0,10
0,13
0,17
0,22
0,26
75
45
45
0,07
0,09
0,11
0,14
0,19
0,23
150
105
105
105
0,12
0,17
0,23
0,31
0,41
0,50
200
125
150
150
0,13
0,17
0,22
0,29
0,38
0,46
125
95
95
0,11
0,15
0,19
0,25
0,32
0,40
115
100
100
0,12
0,16
0,21
0,27
0,35
0,43
100
90
90
0,11
0,13
0,17
0,22
0,28
0,34
145
110
0,11
0,15
0,19
0,25
0,32
0,40
50
30
0,08
0,10
0,13
0,16
0,21
0,25
35
25
0,07
0,08
0,11
0,14
0,18
0,22
30
20
0,05
0,07
0,09
0,12
0,15
0,18
25
20
0,04
0,06
0,07
0,09
0,12
0,14
20
10
0,05
0,07
0,09
0,12
0,15
0,18
20
10
0,04
0,06
0,07
0,09
0,12
0,14
20
10
0,04
0,06
0,07
0,09
0,12
0,14